01
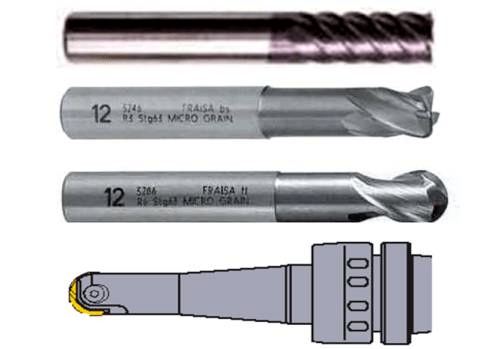
切削刀具的基本分類
按端部幾何形狀分:
1)平底端銑刀
2)平底R角端銑刀
3)球頭端銑刀
4)可轉(zhuǎn)位鑲嵌式端銑(xǐ)刀
02
切削刀具的基本幾(jǐ)何結構(gòu)
- z0 l# I8 m$ J* Z. ]- }$ u
03
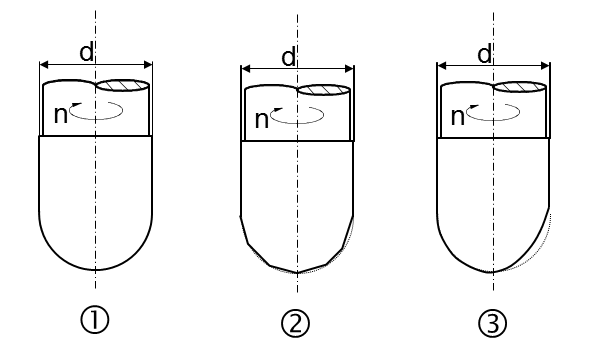
切削(xuē)刀具的(de)幾何精度
用於精加工的(de)切削刀具,切削刃必須具有很好的輪(lún)廓精度。
刀具的幾種可能輪廓偏差:
1)輪廓精確;
2)由於研磨過程(chéng)不夠精確,而導致(zhì)在刃部產生不規則碎麵(miàn);
3)由於(yú)研磨過程不(bú)夠精確而導致的半徑偏差。
) P2 r$ D: v2 O* Q1 r& F
7 N- ~1 a' H c# o
如果對工件精度要求非常(cháng)高,應該在刀具生產商那裏購買獲得標(biāo)準認證的刀具。
04
保證(zhèng)刀具的徑向跳動誤差最小
在保證刀柄及刀具係統的最(zuì)大懸伸(shēn)長度不超過規定值的前提(tí)下,要使(shǐ)主軸能夠精確(què)運轉,必須於刀柄及切削刃處分別(bié)檢測刀具的徑向跳(tiào)動誤(wù)差。如果徑向跳動誤差過大就會導致主軸(zhóu)的嚴重震動。
, s( L( P1 x9 A2 C/ h4 _
- k4 }4 J3 H+ o2 u( K" v5 ~
( T/ |7 b' P1 ~# M% X2 {4 w
05
如何選擇合適的(de)切削刀具
1)分析具體加工條件,如主軸及機床性能,刀具的夾持係統,潤(rùn)滑方式等;
2)分析工件材料特性(xìng);
3)分(fèn)析加工表麵質量及加工精度要求、成本等;
4)綜合考慮各種因素(sù),做出最優化的選擇。
. ^; E3 a5 b1 d4 l
9 P) }9 m5 u# @9 s+ r$ Z
06
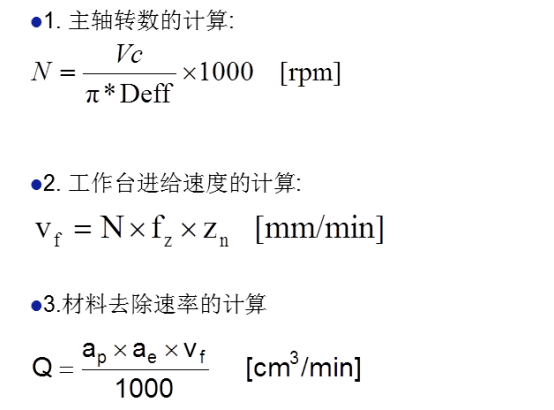
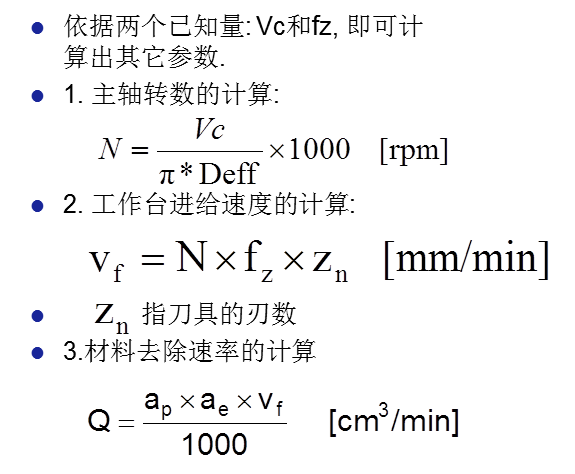
高速切削加工參數的計算方法
三項重要(yào)公式:
. B7 [( e. C$ O* v& B& r
07
高速切削過程中的幾個重要術語(yǔ)和加工(gōng)參數
1. 切削速(sù)度Vc
切削速度的定義:Vc=N*p*Deff/1000
Vc是指在特定刀具的情況下,適合某工件材料高(gāo)速加工(gōng)的合適的切削速度值,它是指刀具的線速度。
如何正確設定切削速度Vc值:
由刀具供應商提供;
參考已有的實驗數據;
通過大量切削實驗建立自已的數據庫。
Vc值是正確設(shè)定其(qí)它切削參數的重要(yào)依據!
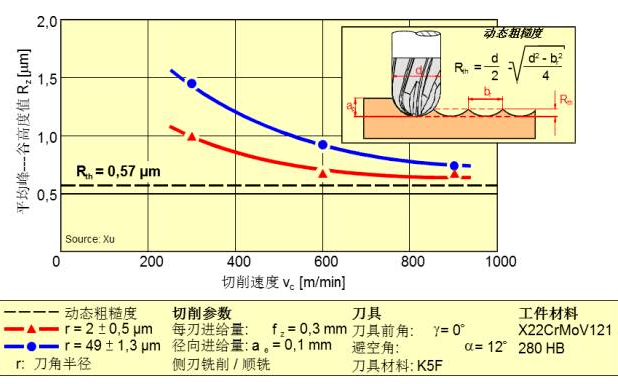
切削速度對表麵粗糙度的影響(xiǎng):
: v+ a: d7 H/ r! _) V7 D
不同切削速(sù)度下, 所產生的鐵屑顏色比較:
* l2 C, A; a7 F& M
2.有效刀具直徑Deff
有效刀具直徑以及(jí)有效刀具直徑的計算。
5 e7 t& V" ]6 M7 N6 u! p
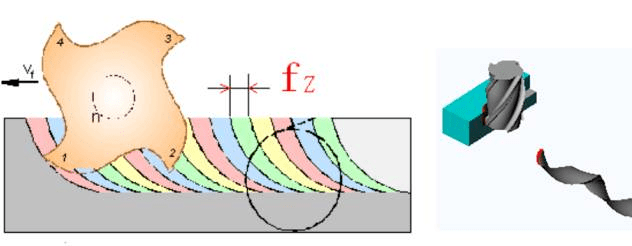
3.每刃進給量(liàng)fz
每(měi)刃進給量的定義:
" [6 u! E( W" o4 A
4 _$ _# g# ~; p+ [2 e$ ?/ D
如何正確設定刀具的(de)每刃進(jìn)給量:
由切削刀具供應商提供;
參考別人研究所得的實驗數據;
通過大量切削實驗獲得。
每刃進給量的設定正確與否, 對刀具(jù)所受切削載荷的合理分布有著極其重要的影響。
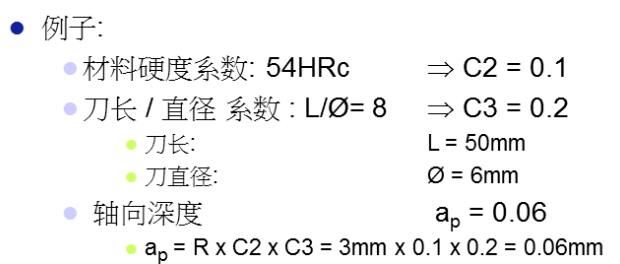
4.軸向(xiàng)及徑向進給量(liàng)ap& ae
軸向進(jìn)給量的計算:
z' m, H( C2 I' V u
因應主軸(zhóu)、刀具及(jí)材料,會影響實際的結果。
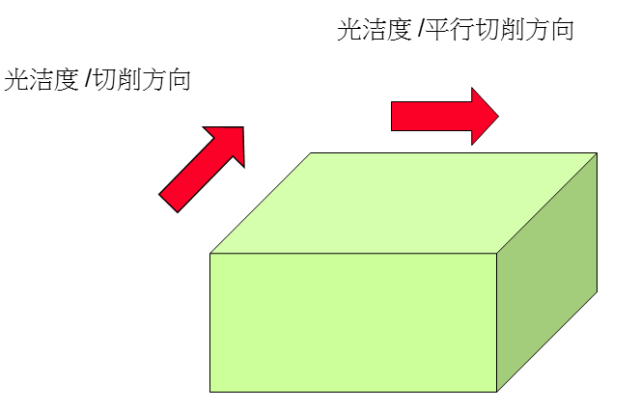
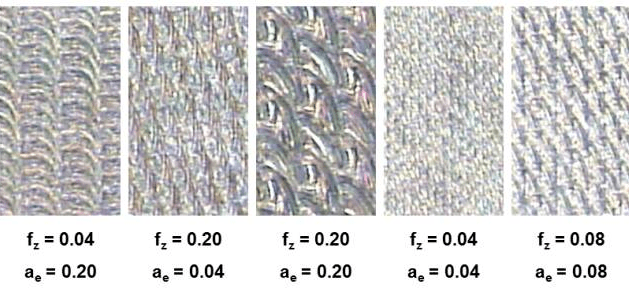
Ae及Fz對光潔度的影響▼
% V$ k. u) {4 A4 N/ {6 c+ W: Z2 [
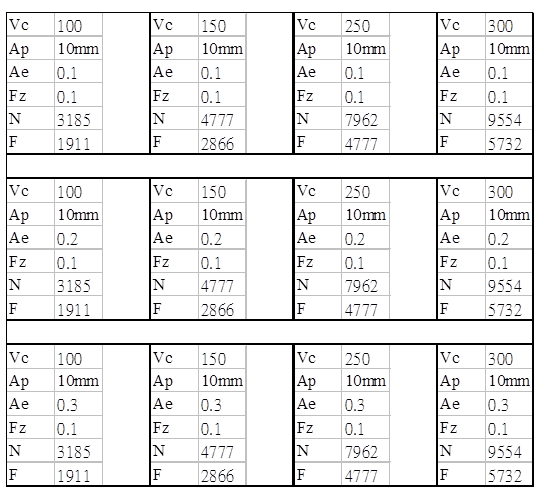
高速加工(gōng)中,各(gè)切削參數的計算方(fāng)法
+ c8 q3 t! `+ |% n
08
加工參數的設定
(1)加工參數的設定原則
1)在高速加工(gōng)過程中,必須對加工(gōng)參(cān)數進(jìn)行優化,不可隨意設定;
2)必須正確設定切削速度(dù)Vc值(zhí);
3)必(bì)須(xū)正確設定每刃進給量fz。
合理的取值既可將刀具的切削效能發揮(huī)至極限, 使刀具得到充分利用, 提高加工質量和效率; 又不會影響(xiǎng) 刀具的使用壽命, 從而達到節約成本(běn), 實現真正高速加工的目的(de)。
9 X6 R$ x" d3 I/ ?) R( u) I/ a
(2)加工(gōng)測試
測試刀具在切削S136的能力,本次實驗的測試所使用的刀具如下:
1)直(zhí)徑: 10mm
2)刃數: 6
3)前角: -13 °
4)塗層: TiAlN
, ?* K3 U8 _0 o
試驗項目:
& T) f+ G0 R$ M3 D5 d7 B
結論:
1)當Vc從150上升至250時嘈音明顯改善;
2)不同Vc值有不同鐵屑顏色,證(zhèng)明加工(gōng)溫度不同;
3)Fz的改變,亦會影響切削溫度(dù)。
 全國服務熱線(xiàn)
全國服務熱線(xiàn)












 在線谘(zī)詢(xún)
在線谘(zī)詢(xún) 首頁
首頁 電話谘詢
電話谘詢 留言
留言